IBM
Proces vstřikování do formy (IBM) se používá pro výrobu dutého skla a plastových předmětů ve velkém množství. V procesu IBM je polymer vstřikován do jádra; potom se jádrový čep otáčí do stanice pro vyfukování do formy, aby se nafoukl a ochladil. Toto je nejméně používané ze tří procesů vyfukování do formy a obvykle se používá pro výrobu malých lékařských lahví a lahví na jedno použití. Proces je rozdělen do tří kroků: vstřikování, foukání a vypuzování.
- Vyšlo v Proces
Význam odsávání kouře při stříkání plastových lahví nebo předlisků
Sprejové potahování Sprejové potahování je technologie používaná k potahování povrchu láhve pro zlepšení kluzných a jasových vlastností ošetřených lahví. Toto je velmi účinná metoda ve srovnání s aditivy uvnitř lahví nebo předlisků, protože to neovlivňuje vlastnosti materiálu. Přísady často ovlivňují
- Vyšlo v Povlak
Význam ofukovacího tlaku

Tento článek popisuje testovací sestavu v teoretickém modelu pro měření dopadu proplachovacího vzduchu a vyhodnocení nákladů na stlačený vzduch proti zisku chladicího koeficientu.
- Vyšlo v Přenos tepla při vyfukování
Důležitost povrchu

Při vyfukování je tlak vyfukování nesmírně důležitý. Článek z University of Aachen s teoretickým modelem o významu tlaku ve funkci geometrie povrchu.
- Vyšlo v Přenos tepla při vyfukování
Injekční

Vstřikování (vstřikování v USA) je výrobní proces pro výrobu dílů vstřikováním materiálu do formy. Vstřikování se může provádět s řadou materiálů, včetně kovů (pro které se tento proces nazývá lití do formy), sklenic, elastomerů, cukrovinek a nejčastěji termoplastických a termosetových polymerů.
- Vyšlo v Proces
ISBM
To má dvě hlavní různé metody, jmenovitě jednostupňový a dvoustupňový proces. Jednostupňový proces je opět rozdělen na 3-staniční a 4-staniční stroje. V procesu dvoustupňového vstřikovacího vyfukování (ISBM) se plast nejprve vstřikováním formuje do „předlisku“. Tyto předlisky se vyrábějí s hrdly lahví, včetně závitů („úprava“) na jednom konci. Tyto předlisky jsou zabaleny a přiváděny později (po ochlazení) do ohřívacího formovacího stroje s opětovným ohřevem. V procesu ISB se předlisky zahřívají (obvykle pomocí infračervených ohřívačů) nad jejich teplotu skelného přechodu, poté se foukají pomocí vysokotlakého vzduchu do lahví pomocí kovových vyfukovacích forem. Předlisek je jako součást procesu vždy natažen jádrovou tyčí.
- Vyšlo v Proces
Detekce průsaků
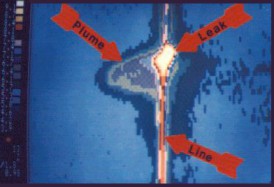
Detekce úniku z potrubí se používá k určení, zda a v některých případech, kdy došlo k úniku v systémech, které obsahují kapaliny a plyny. Metody detekce zahrnují hydrostatické testování po montáži potrubí a detekci netěsností během provozu.
- Vyšlo v Vysokého napětí
Pohyblivé dopravníky
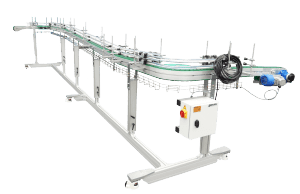
Pohyblivé dopravníky jsou navrženy tak, aby zvládly nejnáročnější prázdné plastové lahve na našich dopravních zařízeních a mohly je snadno pohybovat.
- Vyšlo v Dopravování
Online nebo offline značení ve vytlačovacím vyfukování
Označování za vyfukovacích strojů může mít za následek probublávání povrchu etikety v důsledku smrštění lahví. Pro zlepšení / řešení těchto problémů existují různé techniky.
- Vyšlo v Proces
Balení lahví do krabic
V tomto článku se snažíme poskytnout přehled možností balení lahví do krabic.
Při použití výhody a nevýhody každého řešení a jaké stroje jsou k dispozici.
- Vyšlo v Automatizace obalů